






Oxyacetylene flame spray welding (welding) method
- Pretreatment
Clean the substrate: remove oil and rust (acetone or sandblasting)
Preheating: 200-300℃ (to prevent thermal stress cracking, especially for high carbon steel or cast iron)
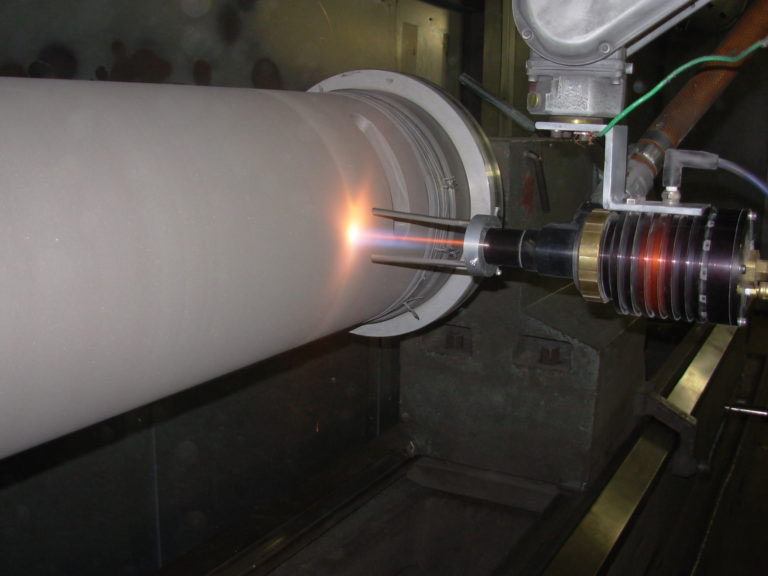
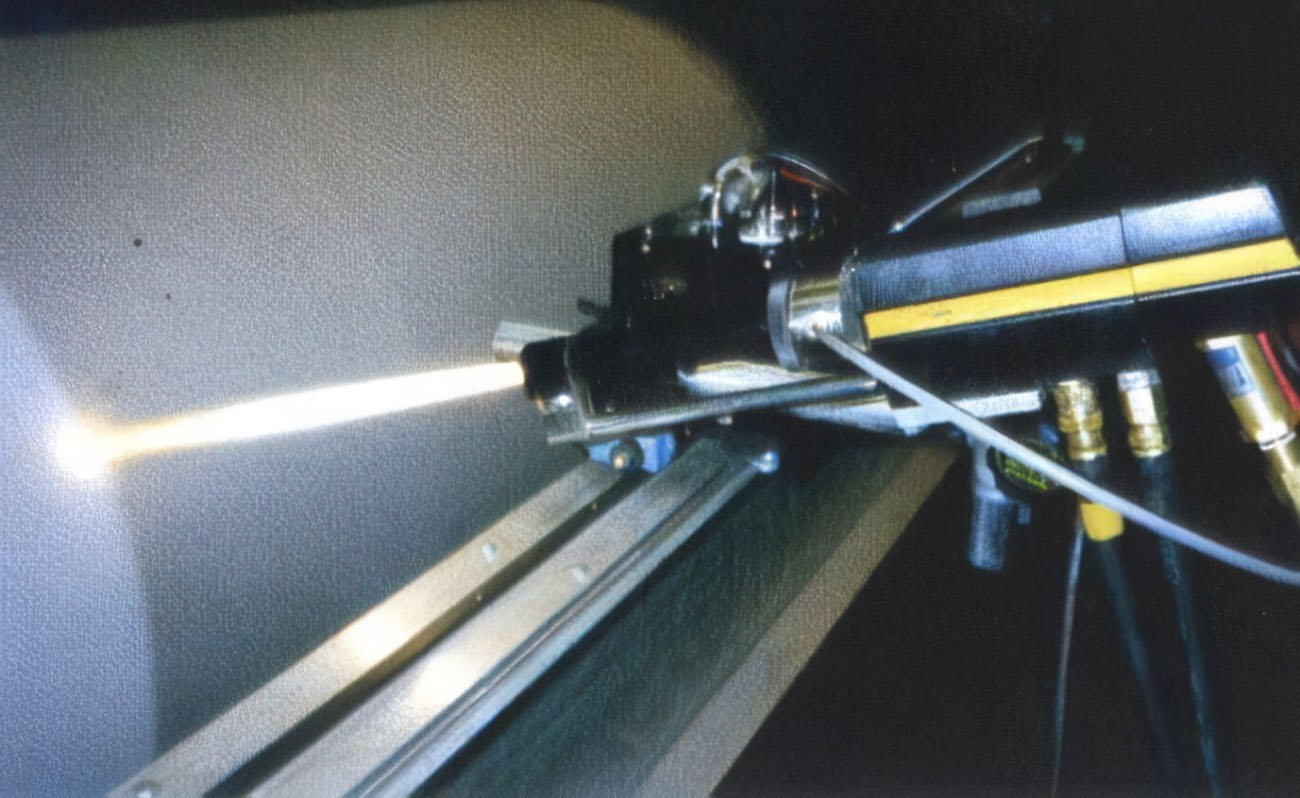
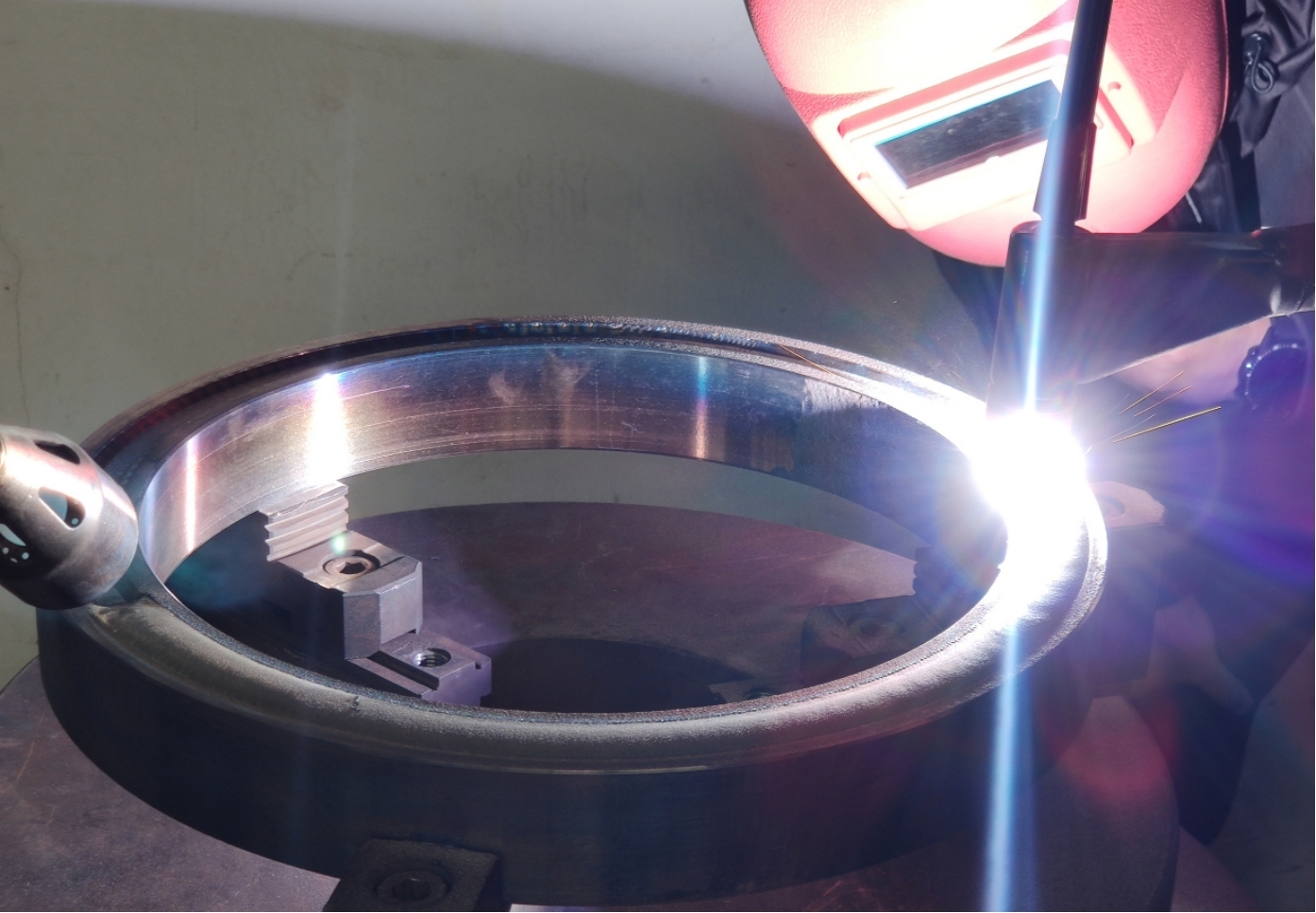
- Spray welding process
Flame adjustment: neutral flame (oxygen acetylene ratio 1:1), avoid oxidation or carburization
Powder feeding method:
One-step method: melting and feeding powder (powder is directly sprayed to the substrate through a flame spray gun)
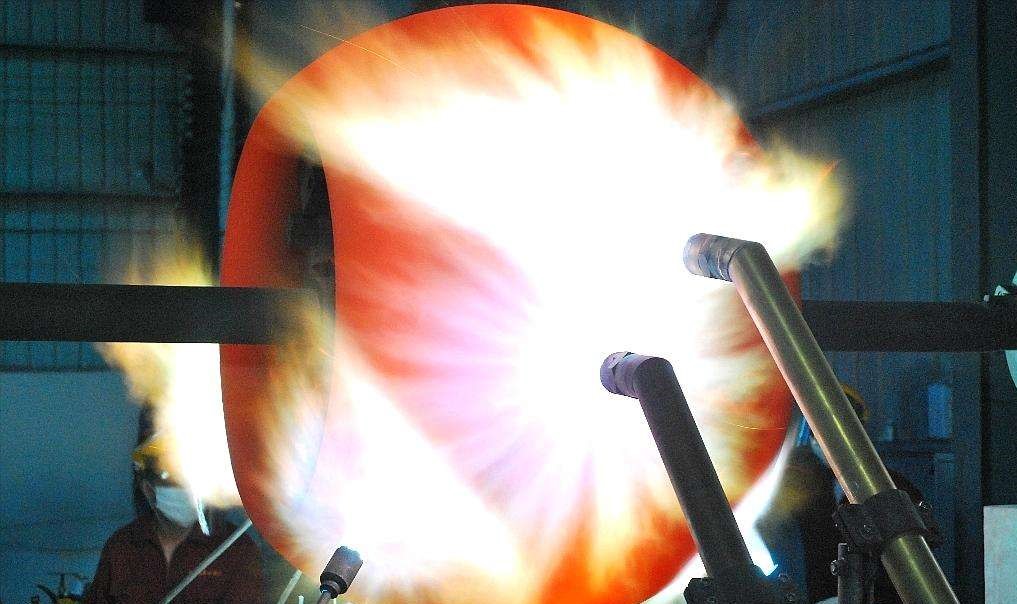
Two-step method: first spray alloy powder, then remelt with flame (suitable for complex shapes or thick coatings)
Operation parameters:
Spray distance: 150-200mm (one-step method); flame distance 20-50mm during remelting
Angle: 75-90° between the spray gun and the substrate
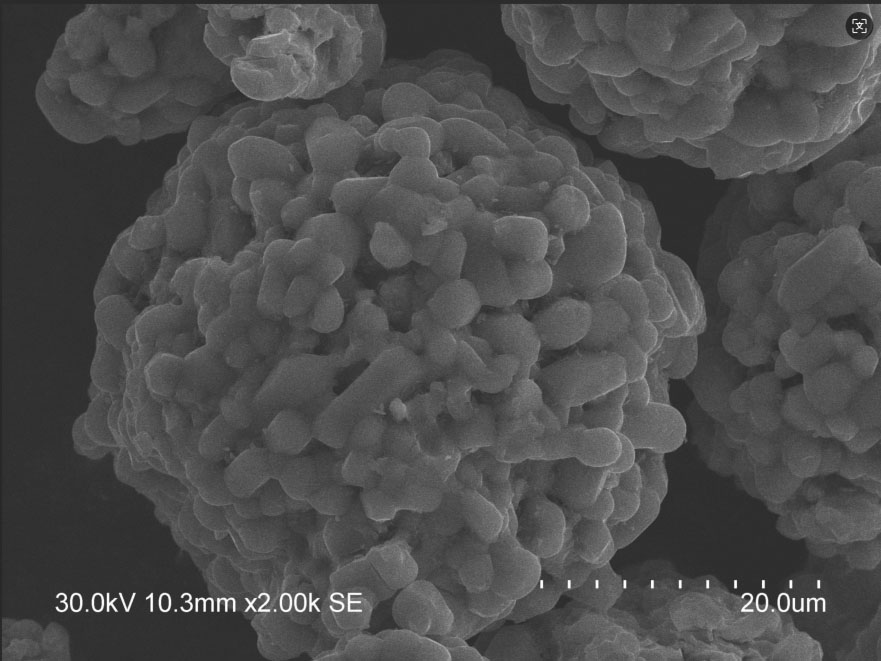
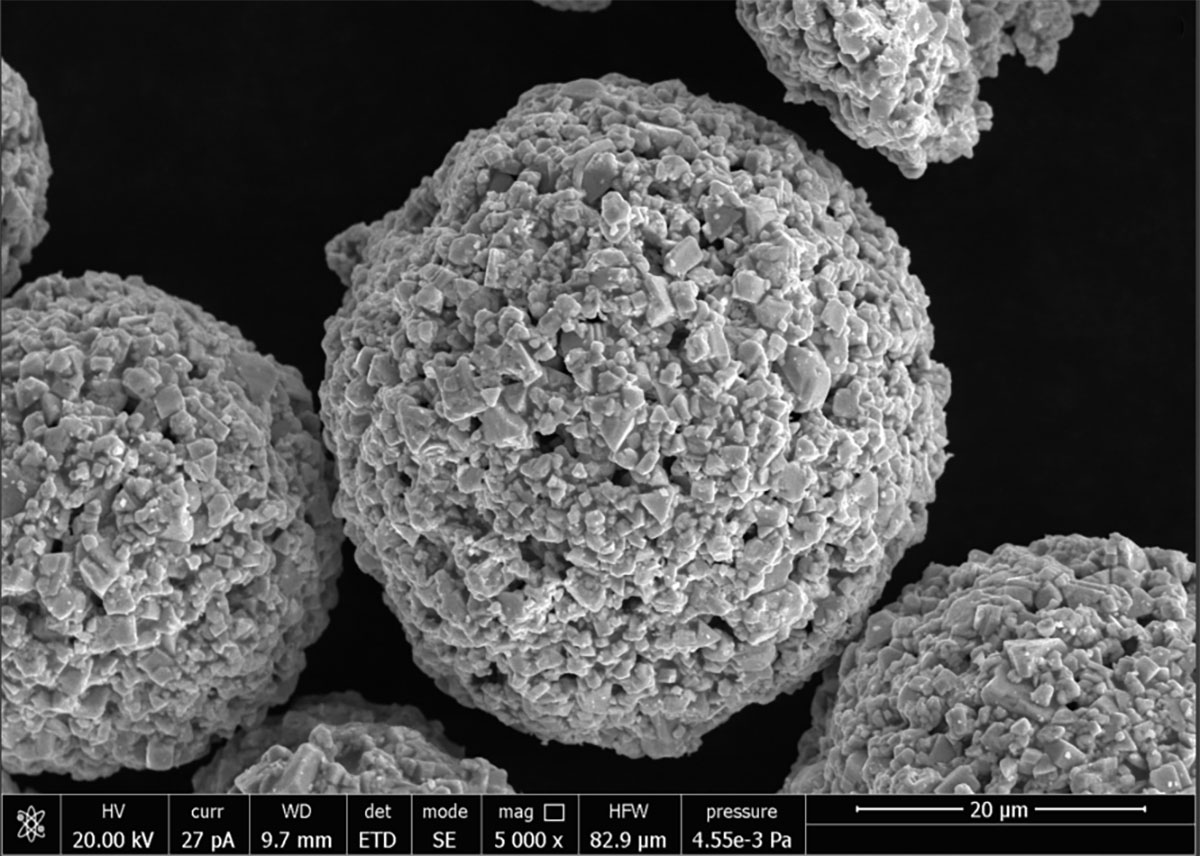
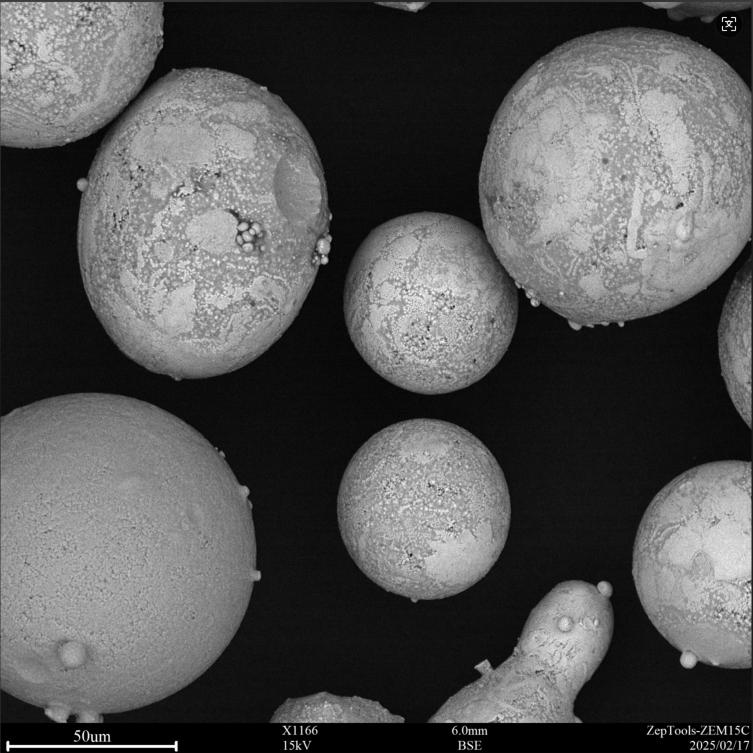
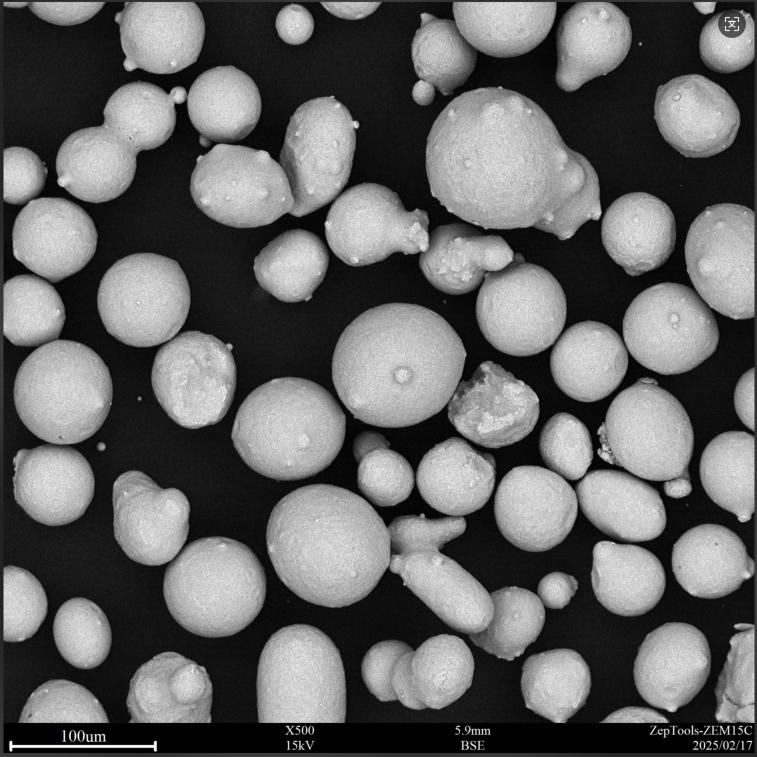
Powder particle size: usually 150-325 mesh (45-100μm)
- Post-treatment
Slow cooling: asbestos felt wrapping or furnace cooling (to prevent cracks, especially for cast iron parts)
Machining: grinding or turning to the required size (Ni60 has high hardness and requires carbide tools)

Precautions
Thickness control: single layer spray welding ≤ 2mm, too thick is prone to pores or peeling
Substrate restrictions: suitable for steel, cast iron, nickel-based alloys, not recommended for direct use in copper and aluminum (requires nickel transition layer)
Deformation prevention: symmetrical heating or segmented construction to reduce local overheating
Ni60 oxyacetylene spray welding layer has high bonding strength (≥300MPa), suitable for on-site maintenance or occasions where plasma/laser processes cannot be used, but skilled operation is required to avoid overburning or unmelted defects.